- 成果阶段:中试
- 技术领域:智能制造
- 成果类型:发明
- 交易类型:转让普通许可独占许可排他许可入股
【痛点问题】
激光-电弧复合焊接技术通过激光与电弧两种热源的物理交互与能量耦合协同,兼具激光焊的高能量密度、深穿透、高速度与电弧焊的良好桥接性、对间隙容忍度较高等优势,被认为是实现高效、优质、低变形焊接的颠覆性技术路径,高度契合制造业高质量发展对“提质、降本、增效、绿色”的核心诉求。然而,该技术从实验室原理验证走向规模化工业应用,仍存在亟待攻克的核心科学问题与技术瓶颈:
①工艺过程稳定性与质量一致性控制难题:焊接熔池动态行为复杂,“控形”(焊缝成形)与“控性”(微观组织与缺陷)受多重参数耦合影响。实际工况中,由于装配误差导致的拼缝间隙(典型波动范围0-3mm)、错边等随机扰动普遍存在,使得每一条焊缝的边界条件都呈现“独特性”。固定的工艺参数集无法适应这种波动,易引发根部未焊透、气孔、咬边等内部与外观缺陷,严重制约了工程应用的可靠性与产品良率。
②自适应智能化水平低下:现有工业系统普遍缺乏对焊缝间隙、位置等关键特征的在线实时精确感知能力,更缺乏基于感知信息的多参数协同优化与实时闭环控制策略。工艺开发缺乏系统性、可迁移的工艺知识库与智能决策模型,导致工艺窗口窄,应用柔性差。
③系统集成范式落后:当前市场解决方案多为激光器、电弧电源、机器人与送丝机构等硬件的简单叠加集成,本质上是“功能堆砌”。为应对间隙波动,不得不依赖高精度、高成本的工装夹具进行强制性约束,未能从工艺系统自身层面提升容差能力。这种模式导致设备投资高昂、系统柔性不足、仅适用于少数特定产品,且技术同质化严重,极易陷入低水平竞争。
【解决方案】
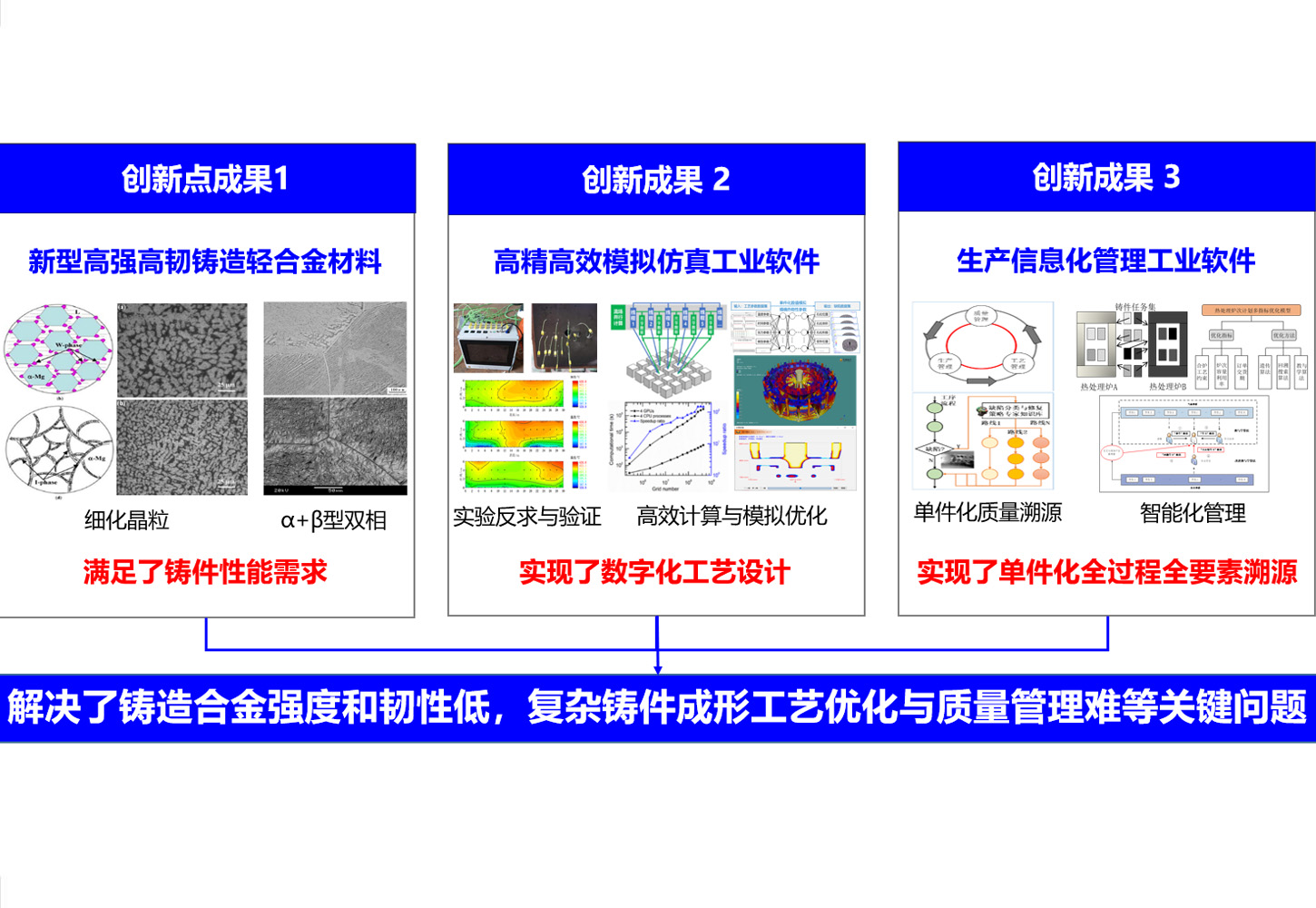
项目核心技术包含以下四个方面:
1. 基于高频扫描振镜光学-机械协同设计的多功能复合焊接头;
2. 基于AI优化的工艺数据库,适配:无需强装配,弧焊工况,0-4mm间隙波动;
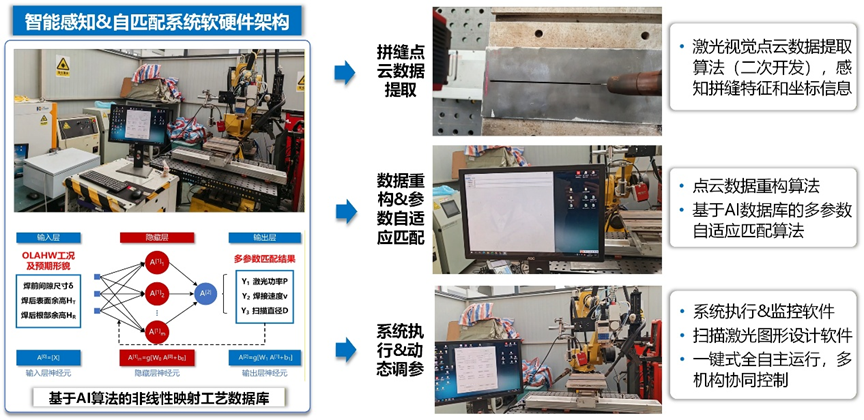
3. 拼缝轨迹、间隙、错边等特征智能感知-重构系统与算法;
4. 面向实际工况实时变化的多参数AI自适应匹配算法;
原理样机:

焊接样品:

【技术指标】
主要技术指标对比:
|
序号 |
指标对比 |
弧焊 |
激光-电弧复合焊接 |
|
1 |
拉伸性能 |
达到母材的85% |
达到母材的95% |
|
2 |
冲击韧性(船用高强钢) |
50-80J |
80-120J |
|
3 |
热影响区宽度 |
4-6mm |
1-2mm |
|
4 |
焊后变形量 |
3°- 5° |
通常≤1° |
|
5 |
焊接效率(中厚板) |
0.3-0.5m/min |
≥1.5m/min |
|
6 |
单道深度 |
约3mm(常规MIG) |
可达15-30mm |
【竞争优势】
1. 不易复制:自研的智能控制器、定制化的传感器套件与核心算法深度集成,软硬件紧密结合;AI模型基于海量的专有工艺数据库训练,将专家经验代码化,决策逻辑复杂且自优化,形成独占性知识资产,难以逆向工程。
2. 降本增效:解决激光-电弧复合焊多能场耦合下的控制难题,实现“全局最优”调节,显著提升对工件装配误差的容忍度,降低前期准备成本,整体效率提高3倍以上,同时,人工、焊材、能源成本下降,使用成本降低5倍。
3. 标准件,易爆发:将核心的智能焊接头(集成焊枪、视觉传感器)、专用控制器、软件平台等,设计成标准化的功能模块,可以适配不同品牌和型号的主流激光器、焊接机器人或专机,降低了用户的采购和集成门槛。开发标准化的软件操作界面和工艺参数包,AI模型具备自学习迁移能力,对新材料能通过少量试焊快速适配,做到开机即用。
【技术成熟度】
已有样品/样机。
【产业化应用】
本项目定位于高附加值的中厚板焊接市场,包含船舶、石油化工、航空航天、能源电力、民用市场。2024年中国自动焊接设备产值超过300亿元,但是激光焊接占比不足5%,市场需求远高于激光切割,预计2031年全球激光焊接市场规模将达56.88亿美元,将会是下一个行业风口。
团队开发的智能激光复合焊接头属于焊接产业链上游,可配套产业链中游的激光加工、传统焊接、自动化设备集成商,没有竞争关系,同时,可以为终端用户提供集成商无法提供的高端技术服务。
应用案例
相关技术装备已在汽车、高铁、钢铁等民用领域得到了实际应用,比如高铁铝合金水冷箱、货车高强钢悬挂系统、新能源汽车铝合金底盘、正交异性钢桥面板等结构的焊接制造。
①高铁铝合金水冷箱
在高铁铝合金水冷箱焊接时,焊道由直线和曲线焊缝组成,使用静态激光工艺参数会导致直/曲交接位置的焊缝产生过热及烧损问题,采用开发的多源协同调控的智能化激光-电弧复合焊接技术与装备后,通过对拼缝状态的检测,实现不同区域工艺自适应调整,成功解决了交接位置的焊道过热问题,实现了水冷箱的高质量焊接;
②货车高强钢悬挂系统
货车高强钢悬挂系统焊接过程中,面临冲压成形精度不足,在组对时坡口间隙(0-3mm)和错边量存在随机波动的问题,且焊缝多为空间曲线,对焊枪姿态、光学路径和送丝角度要求极为苛刻,传统自动化设备难以稳定施焊。采用团队开发的智能感知自适应匹配系统后,能够主动识别拼缝位置,实时补偿间隙、错边变化,并通过扫描调制动态分配能量,实现质量一致性。
③新能源汽车铝合金底盘
在新能源汽车铝合金底盘焊接过程中,由于该种牌号铝合金气孔倾向极高,通过传统的激光/电弧焊接无法解决气孔问题,而采用扫描激光-电弧复合焊接工艺后,在直径0.6mm的圆形扫描轨迹、400Hz的扫描频率下,焊道成形美观,经X射线检测达到Ⅰ级焊缝标准;
④正交异性钢桥面板
在正交异性钢桥面板焊接中,传统弧焊工艺难以单面焊双面成形,常规复合焊接工艺随能够单面焊透,但焊缝根部无法稳定成形,焊接质量极差,通过项目单位开发的多源协同调控的智能化激光-电弧复合焊接技术与装备,精准控制作用于焊缝根部的热源能量,同时系统能够对工件拼缝状态进行检测,实现不同区域参数自适应调整,最终实现了高质量单面焊双面成形,焊接效率较传统工艺提高5倍以上,接头疲劳性能是现有最高水平的2.8倍。